
Suncombe at the 2024 ISPE UK Annual Conference: Navigating Tomorrow’s Pharma Landscape
As the pharmaceutical industry continues to evolve amidst global challenges, the 2024 ISPE UK ...
Client Overview: A leading global biopharmaceutical manufacturer
The client is a global biopharmaceutical manufacturer dedicated to the discovery, development, and commercialisation of prescription medicines. The UK site is a strategically important manufacturing facility that plays a critical role in global vaccine production.
As a cGMP-regulated facility inspected by both the FDA and MHRA, the site handles high-throughput biological processes under stringent quality and hygiene requirements. The UK plant’s operations include the handling of Egg Incubator trolleys, which are essential for vaccine-related egg-based processes. These trolleys must be cleaned reliably and efficiently to support safe, sterile batch production.
With rising global demand and the need to maintain high levels of compliance and productivity, the client sought to expand their trolley washing capacity by procuring an additional, high-performance washer to complement the existing system. They required a partner capable of delivering a fully engineered, validated, and integrated solution.
Supplier Overview: Suncombe Ltd
Founded in 1961, Suncombe Ltd is a British engineering company specialising in Clean-in-Place (CIP) systems, biowaste decontamination systems, GMP washers and sanitary process skids. With headquarters and full manufacturing facilities in the United Kingdom, just north of London in Bishop’s Stortford, Suncombe serves a global clientele in biopharma, healthcare, and advanced process industries.
Privately owned and managed by Dave Adams and Steve Overton, Suncombe’s reputation is built on technical excellence, regulatory compliance, and end-to-end project delivery. All systems are designed, built, and tested in-house using the latest software, design standards, and industry best practices. The company operates a rigorous quality management system and is known for its responsiveness, deep technical capability, and collaborative approach.
 Typical BoothWasher™
Typical BoothWasher™
Suncombe Ltd has supported this client and its predecessor companies at the UK site for more than 20 years:
In 2002, Suncombe was selected to design and build a custom Egg Flats and Trolley Washer for a vaccine manufacturing project for a predecessor company.
That washer remained in service for nearly two decades, with minimal intervention.
In 2020–2021, Suncombe performed a full control system upgrade during the COVID-19 pandemic, extending the system’s life and incorporating new functionality.
A Client Representative was enthusiastic about his experience of working with the Suncombe team:
“In terms of being receptive, Steve [Overton, the Suncombe Project Director] and I have built up a good working relationship. He has responded very quickly to any questions I had, and they have a good team of engineers. Lewis [Stubbs, one of the Suncombe Project Engineers] has also been very personable and good to work with, and Steve was very professional. I would happily work with Suncombe again.” – Steve Overton, a director at Suncombe commented:
“The original project, nearly 20 years ago, I remember as a great project with a great team. It is heartening to see that the washer is still being relied upon and that we can offer to upgrade this to extend its life. All of our systems are designed and developed for the optimum solution to our clients’ requirements but also incorporating our principles of robust, reliable equipment built for longevity. The project was carried out during the most challenging of times during the Pandemic and we are delighted the teams hard work succeeded in delivering a great project”.
This enduring relationship reflects Suncombe’s philosophy of designing equipment for longevity, with full lifecycle support and continuous improvement.
In response to increased production demands and the need for greater wash capacity, the client ordered a second Trolley Washbooth in 2024. This system, based on Suncombe’s advanced BoothWasher™ platform, offers the latest in hygienic design, automation, and validated performance.
The project was to deliver a second fully integrated, double-ended Trolley Washbooth System to the UK facility. The system is designed for “clean-out-of-place” (COP) cleaning of egg flat trolleys, trays, and curtain rack holders used in vaccine production.
The equipment is based on Suncombe’s BoothWasher™ platform, tailored to the client’s operational, environmental, and regulatory needs.
This new unit operates alongside the original system (now modernised), providing redundancy, increased throughput, and modern user interface features.
The client’s specification for the washbooth system was shaped by the need for a high-performance, hygienic, and validated cleaning process that aligned with its regulated manufacturing environment. The primary requirement was the thorough cleaning of egg residues—including shells, membranes, and fluids—from incubator trolleys and trays.
The system also needed to support both full and partial loads, with intelligent control of water, detergent, and energy to minimise waste during lower-volume operations. A double-door, pass-through configuration was essential to maintain cleanroom segregation, with integrated interlocks ensuring that cross-contamination risks were mitigated.
As the washer would be installed within a Pharmaceutical Grade D cleanroom, all design features—materials, finishes, and sealing—had to conform to cleanroom compatibility. Validation for regulatory audits was also a key consideration, requiring robust cycle documentation, full data integrity, and traceable performance.
Further, the washer had to interface with the client’s Building Automation System (BAS) and data Historian, enabling seamless integration into the site’s digital infrastructure. Finally, the complete solution would be delivered with comprehensive documentation, audit trail capabilities, and compliance with 21 CFR Part 11 data requirements.
 Customised BoothWasher™ for this Project
Customised BoothWasher™ for this Project
The Suncombe Solution: BoothWasher™ System
To meet these multifaceted requirements, Suncombe designed and delivered a bespoke BoothWasher™ system tailored specifically to the client’s facility, regulatory expectations, and spatial limitations.
At the core of the solution was a sanitary-grade chamber fabricated from 316L stainless steel, engineered to be fully drainable and self-cleaning. All internal surfaces and pipework were designed to ASME BPE standards, complete with full material and weld traceability. The system included FDA-approved inflatable door seals and, importantly, the physical layout was adapted to fit seamlessly within the client’s existing infrastructure.
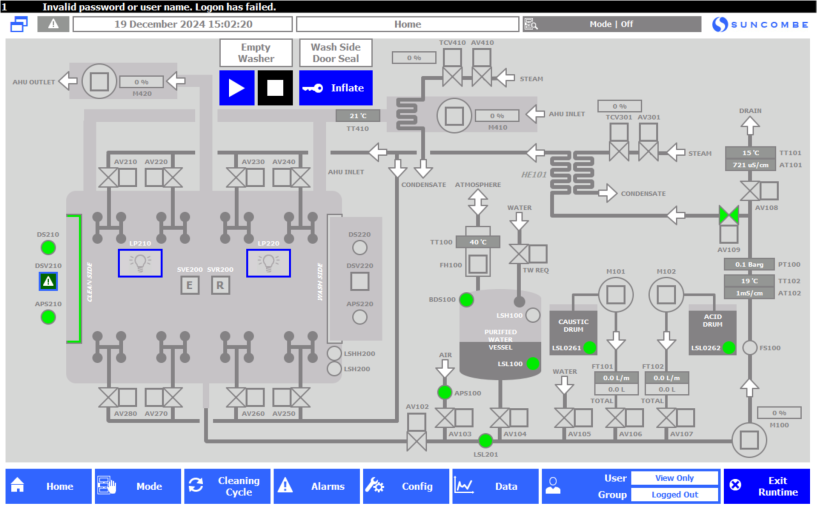 SmartWash™ HMI Screen
SmartWash™ HMI Screen
Control of the washer was enabled via Suncombe’s proprietary SmartWash™ software, running on a Siemens PLC platform with dual 12” HMI panels, accessible from both the dirty and clean sides. The control system allowed for recipe-based programming, with fully configurable cleaning stages, cycle times, and chemical dosing parameters. Secure user access, audit trail logging, and recipe version control supported both operator ease-of-use and regulatory compliance and integration with the client’s BAS and Historian systems.
Customised Cleaning Technology
The cleaning hardware incorporated high-velocity impingement spray bars, capable of targeting both the internal and external surfaces of the trolleys and trays. Custom designs were developed using 3D modelling and Riboflavin testing to confirm full spray coverage. A variable-speed wash pump, delivered programmable flow and pressure rates to ensure optimum, repeatable results. The wash cycle itself was segmented into precise phases, including detergent application, hot purified water rinse, air purge, and hot air drying.
Energy and Water Efficiency
The system was built to operate in either single-pass or recirculation mode, depending on the cleaning load, allowing for flexible, efficient use of utilities. Facilities for two different water grades and wash water temperatures were adjustable up to 90°C. Automatic chemical dosing ensured safe and sustainable operation.
Validation and Support
A full suite of lifecycle documentation was provided, including DQ, FDS, HDS, SDS, FAT, SAT, IQ, and OQ, to support qualification and validation efforts. Suncombe also delivered on-site operator and maintenance training, along with a comprehensive spares list, technical manual, and support package to ensure long-term maintainability and performance.
The installed system achieved all performance and integration goals. It met the required throughput, and operated with full compliance to cGMP, ASME BPE, and 21 CFR Part 11 standards. Safety features such as door interlocks, emergency stops, and seal integrity monitoring provided robust protection for operators and the cleanroom environment.
Thanks to SmartWash™ process optimisation, the system was designed to achieve savings in water, energy, and chemical use. The intuitive user interface and flexible recipe control enhanced usability, while seamless integration with the client’s digital infrastructure supported centralised monitoring and reporting.
The installation of the new BoothWasher™ system brought a number of significant benefits to the client’s UK facility. First and foremost, it enabled a substantial increase in washing capacity, allowing the site to meet growing production demands without compromising hygiene standards or throughput.
By delivering repeatable and auditable wash cycles, the system assured consistent cleaning performance across all loads—an essential requirement for compliance in vaccine production. The built-in SmartWash™ control software, along with seamless integration into the client’s digital infrastructure, ensured the system aligned perfectly with the company’s broader automation and data integrity strategy.
Safety was also a central feature of the design. The washer incorporated ergonomic loading and unloading, secure pass-through functionality, and a suite of interlocks and emergency systems that safeguarded both operators and cleanroom conditions.
Lastly, the success of the project was underpinned by a strong collaborative partnership between Suncombe’s engineering team and the client’s internal stakeholders. From specification and FAT through to site installation, testing, and validation, the process was driven by clear communication, mutual understanding, and shared commitment to quality.
Suncombe’s commitment to long-term partnership is demonstrated through the provision of full Life Cycle Support for system. From initial design and fabrication through to commissioning, validation, and operator training, the project was delivered with an emphasis on reliability, compliance, and sustainability. Beyond going into operation, Suncombe continues to provide comprehensive aftercare, including preventative maintenance programmes, rapid-response service support, validated spares, and system upgrades to accommodate evolving regulatory and operational needs. This Life Cycle Support approach ensures that the facility remains fully compliant with the highest containment standards, while maximising system uptime and extending asset longevity.
In addition to supporting operational expansion, Suncombe’s systems are designed with adaptability in mind to meet future regulatory developments. By incorporating modular design principles, advanced automation platforms, and compliance-ready data management tools, our solutions can be readily updated or upgraded as standards evolve. This forward-looking approach ensures that clients remain fully aligned with changing global regulations—whether in biosafety, GMP, or environmental compliance—while safeguarding long-term investment and maintaining seamless operations.
Suncombe Comment:
“We would like to extend our sincere thanks to the client for their continued trust and collaboration, and to the Suncombe team for their dedication and professionalism in delivering this important project. The success of the new Trolley Washbooth system at the UK facility is a testament to the strength of our long-term partnership and the hard work of everyone involved. Together, we have demonstrated how innovative engineering, teamwork, and commitment to quality can deliver solutions that make a real difference in critical pharmaceutical manufacturing.”
Dave Adams, Director, Suncombe Ltd
The successful delivery of the Trolley Washbooth project at the client’s UK site is a benchmark in GMP wash system engineering, combining robust construction, automation, efficiency, and regulatory excellence. is a benchmark in GMP wash system engineering, combining robust construction, automation, efficiency, and regulatory excellence. It reinforces Suncombe’s reputation as a trusted supplier of bespoke, high-integrity washing systems for the pharmaceutical industry worldwide. By combining robust hygienic design, advanced automation, and full validation support, Suncombe provided a system that enhances operational performance while safeguarding compliance, product quality, and operator safety. The system was precisely tailored to the stringent site conditions and evolving regulatory requirements and once again demonstrated our ability to customise and deliver complex solutions within critical live production environments. This achievement highlights our capability to support clients operating in some of the most challenging and highly regulated environments, where reliability, compliance, and long-term performance are absolutely critical.
Explore more posts
As the pharmaceutical industry continues to evolve amidst global challenges, the 2024 ISPE UK ...

